 资料
资料
资料
资料
 资料
资料
HJ 353-2019 水污染源在线监测系统(CODCr、NH3-N 等)安装技术规范 可下载
 资料
资料
HJ 609-2019 六价铬水质自动在线监测仪技术要求及检测方法 可下载
 资料
资料
HJ 377-2019 化学需氧量(CODCr)水质在线自动监测仪技术要求及检测方法 可下载)
 资料
资料
HJ15-2019 超声波明渠污水流量计技术要求及检测方法 可下载
 工艺
工艺
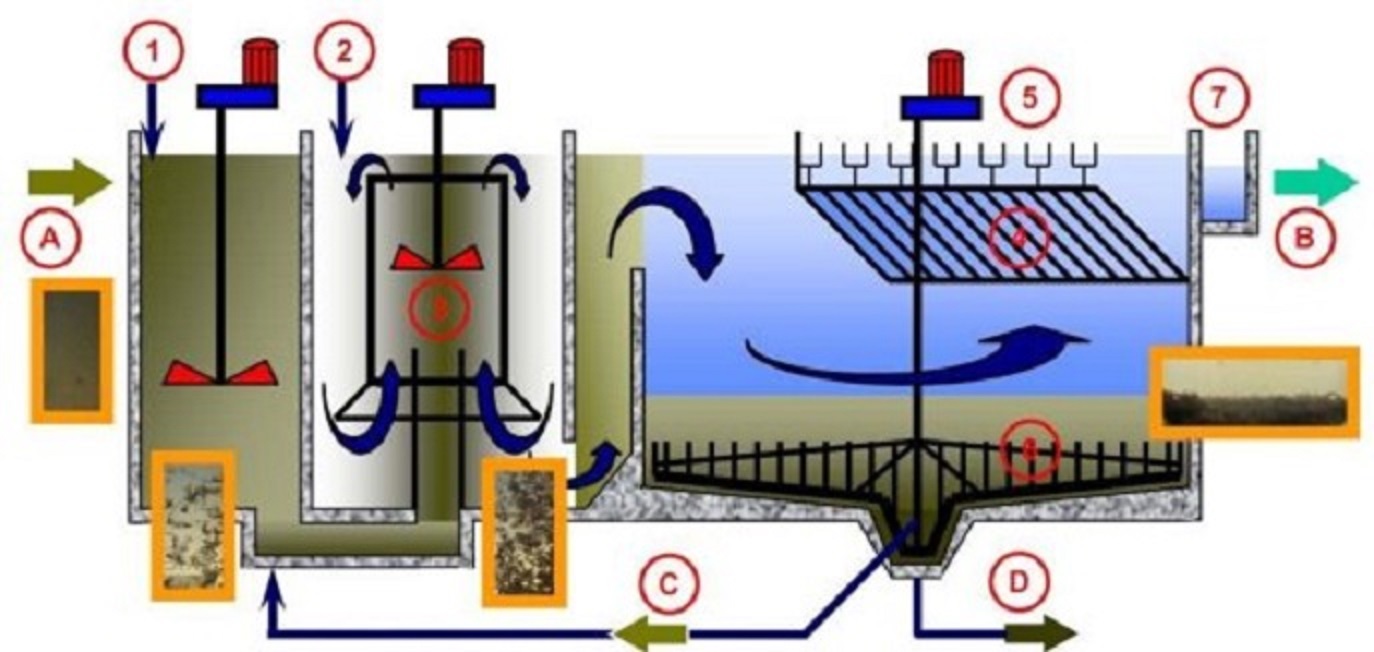
高密沉淀池工作原理(高密沉淀池工作原理)
高密度沉淀池包含混凝区, 絮凝区, 斜管沉淀区以及污泥回流系统和剩余污泥排放系统。 在快速搅拌机的的快速搅拌之下, 污水与混凝剂 PAC 在短时间内充分反应形成矾花,而加入的回流污泥可以加速矾花的生长和增加矾花的密度, 借以提高絮凝效果和在沉淀池的沉淀效果。 在混凝区内反应完毕的污水进入絮凝区, 主要是为了进一步增加矾花的密度, 在此由加药系统投加 2mg/L 的 PAM絮凝剂, 这个区域内进行的是慢速搅拌, 如果快速搅拌会将形成的矾花打碎, 速度过慢的话形成的矾花就会在这个区域进行沉淀。 污水以慢速流至沉淀区域, 在斜管沉淀区域进行高效率的沉淀, 完成沉淀的水进入集水槽,然后流到出水渠,沉淀下来的污泥由刮泥机在低转速下将其送到斜管沉淀区的下层的漏斗,其中的上层污泥只保留几个小时然后由污泥系统中的回流污泥泵打到混凝区, 下层污泥属于剩余污泥, 要在下层进行长时间的浓缩, 一般为一周左右。 ...
 自动化仪表
自动化仪表
一次电磁流量计故障分析及处理
电磁流量计作为仪表使用维护相对来说是很少的,一般都是检查看看是否被水淹没,周边有没有强磁干扰,电源及信号电缆是否有破损等等。 但是我们有一台电磁流量计在使用了一段时间后一直波动,正常流量只有400左右,但是不正常的时候可以波动到0-800,后来可以长时间一直是0。因为同样的工艺,同样的安装方式一共有8台,也是同一个厂家的,生产厂家也安排技术员来现场检查干扰,测量电磁线圈的绝缘,检查工艺干扰都没有发现问题,然后回公司重新改了表头的程序,但还是没有效果。 这台流量计安装于18年的7月份,从19年的1月份开始会有小的波动,当时只要能够把电极电缆拆下来短接一下再重新接上就可以使用,这样处理一次大概可以使用10多天,后来只能够保持一周,两天,我们就从电极引出两根线,让运行人员不正常时断电短接一下,用了大概1个月后又没有问题就拆除了短接线。 19年4月份问题再次出现,拆下电极线短接能够马上恢复,但是保...
 自动化仪表
自动化仪表
CL17余氯仪一次光源故障处理
最近1台CL17出现光源报警故障,维护人员对测量池经行了清洗,但是没有效果。到现场后检查排除步骤如下: 1.关断水样管路进水,拔下测量池水样管和试剂管; 2.用内六花拆下测量池固定螺栓(注意右边螺栓不能用力向下压,后面没有底座),取出测量池盖板; 3.贯彻发现测量光源闪烁,初步怀疑测量池故障或者是主板故障; 4.拆下测量池和另一台好的设备对换测量池,判断测量池没有问题,另一台好的测量池更换过来后问题依旧,排除测量池故障; 5.拆下整个CL17主板,检查发现主板有锈蚀现象,插针底座腐蚀严重,灯泡闪烁很可能是因为接触不良; 6.用异丙醇清洗电路板及测量池连接插座; 7.重新安装测量池光源恢复正常。 下图可以看出测量池底座有腐蚀现象 下图是主机背板 下面是开始到现场仪表报的故障,报警信息从左向右滚动,应该为LED ERROR
 自动化仪表
自动化仪表
吃一堑长一智——自控路上的经验和教训
转自: http://bbs.gongkong.com/d/201712/739683_1.shtml 第一年参加工作,因为大电机上铜鼻子的时候铜鼻子太长,电缆也比较粗,在接线盒里实在不好宁,花了好大劲,当时以为拧紧了,后来由于运行起来后,接线端子和电缆发热,接线端子变软了了,接线柱上的螺丝就松了,引起火花,电机差点烧了。所以接大电机的时候要,电机运行一段时间一定要定期紧固一下。 有一次因为施工队没有将铜鼻子压紧,造成280kw电机运行后,接线盒起火,电缆烧断,接线柱烧断,电机绕组绝缘烧坏。 一个同事在铜排上接临时线,没有将铜鼻子紧固螺丝拧紧,长期发热,最后形成电弧,120的铜排被烧了一个大洞,造成车间设备停止工作。 一次母排在并柜时不合适,施工方就用钢锯锯断,铜屑落入隔离开关,要求对方用绝缘摇表进行绝缘检测,对方只是答应没有去做,结果送电之后,隔离开关上部相间短路,隔离开关烧毁、安装板烧...
 工艺
工艺
消毒液费用计算(二氧化氯、次氯酸钠)
生产次氯酸钠费用计算: 生成1kg有效氯需要3.5kg盐,需要4.5KW的电,次氯酸钠有效氯含量8%, 盐价为800元/吨,电价0.8元/KW,水价2.5元/吨 1吨盐可生成1000kg/3.5kg即285.72kg的有效氯,1吨8%次氯酸钠溶液含有效氯8000g,1吨盐可产生1000kg/3.5/8kg的次氯酸钠溶液,即35.72吨的含量为8%的次氯酸钠溶液。 直接成本(生产285.72kg有效氯):盐+电+水=800+285.72*4.5*0.8+35.72*2.5=800+1028.592+89.3=1917.892 每kg有效氯成本:1917.892/285.72=6.7125元 机器折旧成本:4000000/2/365/24/12=19元 人工成本:3*500/24/12=5.3元/T 简单计算: 每KG有效氯成本: 800/285.72+1028.592/285.72+89.3...
39